 手機資訊
手機資訊 官方微信
官方微信摘要 當今中國汽車市場呈現多品種、小批量的特點,在缸體、缸蓋生產線方面,除少數廠家從國外引進由加工中心機床組成的全柔性自動線外,國內大部分發動機廠家仍采用加工中心機床和組合機床組成的混合...
當今中國汽車市場呈現多品種、小批量的特點,在缸體、缸蓋生產線方面,除少數廠家從國外引進由加工中心機床組成的全柔性自動線外,國內大部分發動機廠家仍采用加工中心機床和組合機床組成的混合生產線,這樣既能發揮兩種設備的各自優勢又能實現優勢互補,達到投資少、建線快的目的,符合當今中國汽車市場的需求。兩種機床在刀具的選擇上各有特點,本文對此進行了介紹。組合機床刀具的選擇特點
1.多軸多刀加工
組合機床的主軸箱是根據工藝編制的本工序加工內容來設計的,一般采用多主軸多刀分別加工的形式,不同孔徑的加工孔可以設計在一個主軸箱里,如MR479Q缸體生產線、OP130工序、精鏜φ52?mm主軸承孔、精鉸后油封蓋2-φ6?mm定位孔和精鉸變速器2-φ10?mm定位孔,動力箱通過主軸箱的多層的齒輪傳動,達到主軸獲得各自不同的轉速和各軸合理的但不同的切削速度V,滿足工藝編制的要求。
2.工件孔深淺不同,多主軸調整靈活
根據組合機床進給終端時各主軸刀具的相對位置圖,調節刀具接桿的位置,然后固定刀具壓緊螺釘(刀具柄部外錐面與接桿內錐面保持一致),達到圖樣的不同要素、不同走刀進深尺寸要求。滿足組合機床的液壓(機械)滑臺統一進給和統一退回的高效特性。
3.組合機床的夾具上基本都設置有刀具的導向裝置
目的是提高刀具本身的剛性和位置精度。
加工中心機床刀具的選擇特點
1.加工中心機床屬于單主軸機床,通過機械手快速換刀完成鉆孔、鉸孔和攻螺紋等,而且可以安排在一個工序內,分多個工步完成,加工內容雖不受限制,但完成加工內容的多少受整個生產線節拍和該機床刀庫容量的制約。
2.如何提高加工中心機床的效率,保證整個生產線節拍最短?往往采用復合刀具是有效的,即將多個工步復合成一把刀具,在一次進給完成多個工步內容。
3.加工中心的機床工件夾具,因為不設刀具導向,對于長徑比大的孔的加工,是以工件本體孔導向的。例如精鏜缸體主軸承孔,需先半精鏜第一檔缸體主軸承孔,單一半精鏜刀返回本機床刀庫。
一般精鏜缸體主軸承孔的鏜刀采用半精鏜刀、精鏜刀和導向條三者組合的復合刀具。進給開始時,半精鏜刀不參加第一檔缸體主軸承孔的切削,一般第一檔主軸承孔只作為半精鏜刀的定向孔,接著精鏜刀加工,以此為導向,半精鏜加工第二檔缸體主軸承孔,再精鏜……直到完成。與組合鏜床相比,走刀距離長,加工效率低,遠不如采用主軸承孔組合鏜床的加工效率。
刀具類型的選擇
刀具分通用刀具和專用刀具,生產線產量大,使用專用刀具居多。專用刀具分為單一刀具和復合刀具,刀具根據圖樣和工藝相關要求,委托專用刀具廠進行設計。設計時,供需雙方針對加工工藝、整條生產線的節拍、刀具結構和切削余量的分配進行充分討論。值得注意的是,專用刀具結構復雜、批量小且成本高,不宜單件生產,應該用在大批量的缸體、缸蓋生產線上。
針對缸體、缸蓋加工生產線的專用刀具,我們結合建線、驗收和生產實際中發生的刀具問題,談談專用刀具的選擇。
1.單一刀具切削余量要合理分配
比如粗鏜缸蓋氣門16-挺柱孔刀具,原結構為單一刀具(見圖1a),整體結構,缸蓋挺柱孔毛坯孔徑為φ15?mm,粗鏜到φ30.5?mm,單邊余量達7.5?mm以上,切削負荷增加,試生產時,出現加工中心機床主軸悶車,切削溫度上升,鏜氣門挺柱孔刀與缸蓋加工孔粘接在一起,常出現拉傷挺柱孔已加工的內表面的情況。
分析原因是一次走刀切削余量過大,造成切削阻力大。如果分為粗鏜和半精鏜兩個工步加工,又會增加節拍時間。所以,我們把單一刀具更改為階梯結構的復合刀具,將切削余量重新作了合理的分配,前端刀具粗鏜單邊余量達5?mm,后端刀具半精鏜余量為2.5?mm(見圖1b),氣門挺柱孔由于先粗鏜、后半精鏜,切削負荷相對降低,加上切削余量分配合理,又改善了冷卻液供應條件,散熱好,加工質量穩定,不再出現機床主軸悶車現象。
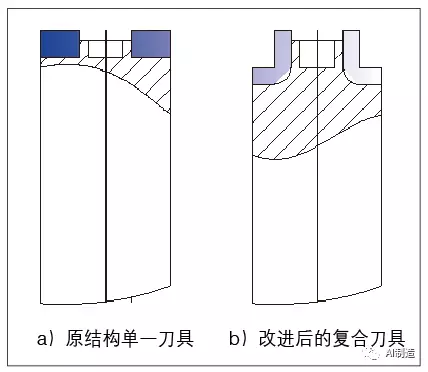
圖1 缸蓋挺柱孔粗鏜刀具
缸體、缸蓋結構較復雜,按工步先后加工順序,往往將關聯要素的多個工步復合成一把專用刀具,在工件一次定位夾緊狀態下,一次走刀完成多個關聯要素的加工,以保證它們的位置精度和工序節拍。
例如OP-50缸蓋加工精鏜氣門座圈安裝孔和氣門導管安裝孔,兩個工步設計成一把復合刀具(見圖2),原因是工藝規定氣門導管安裝孔和氣門座圈安裝孔有較高的位置度要求。采用復合刀具既能保證同軸度,又能提高效率。復合刀具也為后序精加工導管內孔φ6?mm和座圈90°密封面提供了工藝保證,最終滿足圖樣氣門座圈90°密封面對導管內孔φ6?mm中心線的徑向跳動φ0.03?mm的要求。另一方面,如果兩個工步分開單獨加工,必然影響本工序的節拍,而且,加工精度下降,也難以保證氣門座圈安裝和氣門導管安裝的同軸度。
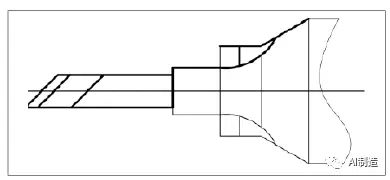
圖2 精鏜導管孔、座圈安裝孔復合刀
缸體加工生產線初驗收時,加工缸體側面機油濾清器φ70?mm安裝面采用的是直徑φ60?mm焊接結構立銑刀(見圖3),存在3個問題:銑削速度低,機油濾清器安裝面粗糙度、平面度達不到要求;刀具φ60?mm的投影面積小于機油濾清器φ70?mm安裝面,需多次走刀,走刀時間長;焊接結構立銑刀,其中一個刀齒損壞,刀具整個報廢,更換刀具費時、費力。后來采用瓦爾特機夾立銑刀,銑刀直徑也由φ60?mm改為φ110?mm,銑刀直徑的增大提高了銑削速度,可一次走刀完成平面銑削,由焊接結構改成鍥塊和螺釘機夾結構,刀片也改成4邊可轉位,更換刀片省時、省力,延長了刀具壽命,從而機油濾清器安裝面粗糙度和平面度超過了圖樣要求。
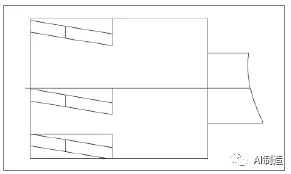
圖3 缸體濾清器安裝面焊接結構銑刀
工件材料決定刀具材料。缸蓋材料為鋁合金,塑性較好,但切削時切屑易粘附在刀具上形成切屑瘤,使加工表面質量惡化,刀具材料一般選擇切削性能好、對切屑粘附性小的金剛石(PCD);缸體材料為合金鑄鐵,脆性大,但切削時刀具易崩口,刀具材料一般選擇切削性能好、抗脆性的立方氮化硼(CBN)。
刀具結構的選擇
1.焊接刀具
焊接刀具原則上用在加工直徑小的刀具、刀體和刀片材質不同的場合,例如缸蓋精鏜氣門座圈安裝孔和氣門導管安裝孔的復合刀具,由于刀體結構限制,不適合或無法采用機械夾緊的方式,只能采用焊接結構。如小直徑φ10?mm H7缸體的變速器殼體定位孔的機用鉸刀,刀片與刀體也普遍采用焊接結構。
2.鍥塊機夾刀具
鍥塊機夾刀具廣泛用于結構空間允許、直徑大的刀具,例如銑削缸體的前后面、頂底面等大平面密齒銑刀,采用鍥塊機夾結構形式,特點為:由于參與切削的刀片多,每個刀片的切削負荷大大減輕,刀片單個定制,具有合理的切削角度,每個刀片呈多邊形,具有4~8個切削刃,刀片可以轉位,重復機夾使用,免去了刃磨刀片的工時。由于銑刀的直徑大、切削速度高,銑出的平面粗糙度好、平面度高。

圖4 整體硬質合金內冷螺旋齒槍鉸刀
缸蓋線加工φ6?mm導管孔,建線之初,采用國外名牌鏜刀,由于孔小、鏜桿細、刀片小、懸臂長、鏜刀剛性差且易振動,加工的導管內孔表面常常出現環狀振紋,粗糙度不合格。后來我們針對鏜桿細、刀片小、懸臂長和易振動的問題,從提高鏜刀剛性入手,改用國產整體4刃螺旋齒硬質合金整體內冷鉸刀(見圖4),增加了螺旋刀齒與導管孔的接觸長度,提高了刀具剛性和切削時的穩定性,內冷也改善了刀具的冷卻液供應條件,φ6?mm導管孔的加工達到圖樣粗糙度要求,也延長了刀具壽命。







 豫公網安備41019702003604號
豫公網安備41019702003604號