 手機資訊
手機資訊 官方微信
官方微信摘要 用砂輪進行磨削加工是制造機械零件的常用方法,也是比較復雜的受力過程和振動過程。振動是磨削加工過程中不可避免和十分有害的現象,它能夠降低工件的精度和表面質量,嚴重情況下可導致砂輪的破...
用砂輪進行磨削加工是制造機械零件的常用方法,也是比較復雜的受力過程和振動過程。振動是磨削加工過程中不可避免和十分有害的現象,它能夠降低工件的精度和表面質量,嚴重情況下可導致砂輪的破裂和加工系統的破壞,所以減輕和防止振動是提高磨削質量的重要措施,振動產生的主要原因是:
1. 磨削加工零件時,砂輪工作表面上的每顆磨粒相當一把具有負前角的微型刀刃,但由于每顆磨粒的形狀不規則,導致磨削力的變化;
2. 砂輪的偏心、不平衡、高速旋轉和系統的彈性變形引起砂輪和加工系統的振動;
3. 磨削加工系統內部振動(如動力部分的振動、傳動部分的振動、支承部分的振動)和外部振動(外部振動源傳給磨削加工系統引起的振動);
4. 被磨削件的振動。
1 振動分析
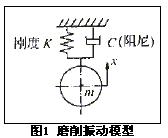
砂輪的不平衡是引起強迫振動的主要原因,也是比較容易檢測的,故下面主要分析砂輪的不平衡引起強迫振動。如圖1,設被加工件(零件)剛度非常大,顯然砂輪在被磨削表面法向(x軸向)上的振動對工件的精度和表面質量影響最大,故主要研究x軸向的振動。
1 振動分析
砂輪的不平衡是引起強迫振動的主要原因,也是比較容易檢測的,故下面主要分析砂輪的不平衡引起強迫振動。如圖1,設被加工件(零件)剛度非常大,顯然砂輪在被磨削表面法向(x軸向)上的振動對工件的精度和表面質量影響最大,故主要研究x軸向的振動。
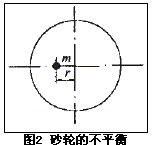
如圖2,砂輪由于不對稱而產生不平衡,設不平衡部分集中于一點,其質量為m, m的旋轉半徑為r,則產生離心力為
F0=mrw2=mr(2pn/60)2 (1)
式中:w為砂輪的角速度(rad/s) ; n為砂輪的轉速(r/min)。
離心力F在x軸上的投影為Fx=sin(wt+b), b為初相位角。設系統靜剛度為K,振動系統的運動方程為:
方程解得
式中:wn為系統固有頻率,wn=(K/m)?,a=C/(2m),C為阻尼系數;wd=(w2-a2)?;阻尼比z=a/wn;頻率比l=w/wn;q=arctan 2xl/(1-l2) ;v0為質點m初速度;x0為質點m初始位置在X軸上的投影
 (4)
(4)穩態振動響應H表明了磨削系統固有的振動特性,降低穩態振動響應,是減輕振動的十分有效措施。
2 振動的防治措施
1. 提高磨削系統的動態特性
a. 提高磨削系統的剛度
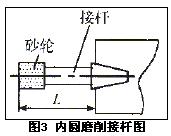
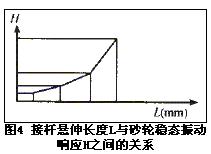
由式(4)、式(5)可知,提高磨削系統的剛度K , 可顯著降低穩態振動響應H。由于受空間位置和幾何尺寸的限制,內圓磨床接桿一般是細而長(如圖3) ,降低了接桿的剛度,是引起振動的主要原因。在M2110A 內圓磨床上磨削一零件內孔,零件是淬火鋼,孔徑是50.4Omm ,選用內外徑分別是6mm 、30mm陶瓷結合劑平行砂輪,砂輪轉速14,400r/min , 工件轉速20Or/min ,圖4表明了內圓磨床接桿懸伸長度L與砂輪穩態振動響應H之間的關系,顯然,L愈大,磨削系統的剛度K愈小,砂輪穩態振動響應H愈大。
b.增加磨削系統的阻尼和避開共振區
由式(5)可知,提高磨削系統的阻尼,可顯著降低穩態振動響應H 。磨床上大部分阻尼產生于導軌面和連接面,在其導軌面上建立油膜,主軸采用滑動軸承支承,可顯著提高磨削系統的阻尼。
當振動頻率w接近系統固有頻率w0時,l≈1 , 系統發生共振,砂輪振幅劇增,應盡量避免。
圖5 砂輪上裝減振器
2、采用減振裝置
在M1040 無心磨床上磨削直徑為20mm 圓柱滾子零件時,其表面產生棱形波紋,經測試發現當振動頻率為160~18OHz 時,磨頭振幅最大,發生共振現象。對磨頭進行激振試驗時發現,系統固有頻率為17lHz ,為降低系統固有頻率,在無心磨床砂輪主軸外端安裝阻尼減振器(如圖5) ,減振器的外殼與砂輪主軸剛性連接,附加質量滑套在減振器的軸上,外殼與附加質量之間充滿具有一定阻尼的液壓油。裝上減振器后,經測試,發現系統固有頻率降為105Hz ,系統穩定性顯著改善,零件質量也大為改善(如圖6)。
圖6 裝減振器前后的幅頻特性曲線
3、 及時清理砂輪磨削表面
某廠在磨削一臺階長軸時,開始時磨削效果較好,一段時間后產生較強振動現象,經仔細檢查,發現砂輪表面阻塞,用金剛筆修整后,振動明顯減輕(如圖7)。
總之,振動是磨削加工中常見現象,也是一個復雜的物理過程,它嚴重影響了零件質量。特別是隨著技術的發展,磨削加工朝高速高質量方向發展,磨削加工中防振更顯重要。
圖7 對砂輪進行修整前后的振幅







 豫公網安備41019702003604號
豫公網安備41019702003604號