 手機資訊
手機資訊 官方微信
官方微信摘要 對于航空發(fā)動機來說,核心機一旦定型,后續(xù)發(fā)展主要通過采用新技術(shù)、新設(shè)計,加大風(fēng)扇直徑,增加增壓壓氣機級數(shù),改進高壓壓氣機、高壓渦輪葉型設(shè)計,提高高壓渦輪葉片材料與涂層的耐高溫性能等...
對于航空發(fā)動機來說,核心機一旦定型,后續(xù)發(fā)展主要通過采用新技術(shù)、新設(shè)計,加大風(fēng)扇直徑,增加增壓壓氣機級數(shù),改進高壓壓氣機、高壓渦輪葉型設(shè)計,提高高壓渦輪葉片材料與涂層的耐高溫性能等來提高部件效率和發(fā)動機的推力。這其中,表征循環(huán)參數(shù)的高溫?zé)岵考牧系陌l(fā)展相對較慢,而壓氣機葉片、風(fēng)扇葉片設(shè)計改進較為頻繁,可以說,鈦合金壓氣機葉片和風(fēng)扇葉片制造是航空發(fā)動機制造的關(guān)鍵技術(shù)之一。目前,國內(nèi)航空發(fā)動機制造企業(yè)幾乎均采用人工修磨進排氣邊的方式制造鈦合金壓氣機葉片、風(fēng)扇葉片和導(dǎo)向葉片,葉片進排氣邊厚度散差較大、一致性差,型線不準(zhǔn)確,葉片質(zhì)量不高。隨著汽輪機行業(yè)逐步采用數(shù)控砂帶磨床加工葉片型面和進排氣邊,航空發(fā)動機制造企業(yè)也相繼提出了采用數(shù)控砂帶磨削加工進排氣邊的要求,迫切希望能夠通過數(shù)控砂帶磨解決進排氣邊磨削加工這一航空發(fā)動機葉片制造的難題。本文通過對航空鈦合金葉片工藝特點的分析和對不同葉片數(shù)控砂帶磨削的生產(chǎn)實踐、工藝試驗、驗證分析,總結(jié)提出航空鈦合金葉片實現(xiàn)數(shù)控砂帶磨 削的幾個必要條件和相應(yīng)對策。
進排氣邊磨削加工難點
航空發(fā)動機葉片和汽輪機葉片的制造工藝差別很大,前者主要采用成型法,而后者主要采用去除材料法。汽輪機葉片的材料多為不銹鋼,一般先是銑削出葉片徑向面作為徑向基準(zhǔn),加工肩臺或榫槽與頂尖孔作為軸向基準(zhǔn),然后采用多軸聯(lián)動機床加工葉身型線,最后經(jīng)數(shù)控砂帶磨拋光完成;航空葉片一般采用鈦合金精密鍛造、鑄造方法制造壓氣機葉片,采用擴散連接/ 超塑性成型(DB/SPF)法制造鈦合金寬弦風(fēng)扇葉片,葉片型面是靠模具成型保證的,型面精度空間誤差不超過0.15mm,成型后不再加工,直接用作型面定位夾具的基準(zhǔn)用來加工葉根榫槽和進排氣邊。因此,航空鈦合金葉片的加工主要是進排氣邊的加工,對于數(shù)控砂帶磨削加工,其加工難點有以下幾個主要方面。
(1)航空葉片進排氣邊非常薄,大型的風(fēng)扇葉片也僅有R0.3mm 左右,小的壓氣機葉片有些甚至?xí)_(dá)到R0.1mm 級別。這就使得在進行砂帶磨削時,必須采用很小的接觸力進行磨削,否則難以保證型面精度,這對于砂帶磨削裝置的接觸力控制提出了很高的要求。
(2)磨削余量不均勻。鍛造的鈦合金壓氣機葉片和超塑成型風(fēng)扇葉片一般采用銑削或線切割進排氣邊鍛造飛邊(保證弦寬),然后進行進排氣邊磨削拋光加工,這一加工特點使得進排氣邊圓角(或局部橢圓截面)部分加工余量很不均勻,如下圖所示:紅色部分為毛坯外輪廓,圓弧部分為進排氣邊的理論曲線。
(3)葉片變形問題。這個問題和磨削余量不均勻是同類問題,鍛造鈦合金葉片和超塑成型葉片均在一定溫度下完成形變,受殘余應(yīng)力影響都存在變形,尤其是壓氣機葉片,變形的數(shù)量級與葉片進排氣邊厚度在同一量級,達(dá)到0.1mm 以上,這和航空葉片一般型面空間誤差0.05mm 左右相比就太大了,必須予以修正。
(4)基準(zhǔn)問題,型面定位、葉片裝夾后的一致性問題。精鍛葉片和超塑成型葉片型面精度很好,但仍然是粗基準(zhǔn),這和汽輪機葉片銑削基準(zhǔn)相比還是比較粗。如上所述,這個裝夾定位誤差在數(shù)量級上和葉片變形誤差相當(dāng),這也是不能不考慮到的一個重要影響因素,也必須通過修正坐標(biāo)系來解決。
此外,進排氣邊磨削時,冷卻條件不好,很薄的邊緣散熱條件不好,葉片進排氣邊容易產(chǎn)生燒蝕,這也給葉片進排氣邊磨削帶來一定困難;對于超塑成型風(fēng)扇葉片,除了進排氣邊,型面也需要磨削拋光,還存在型面余量不均勻、變形誤差等問題。
葉片數(shù)控砂帶磨削關(guān)鍵技術(shù)
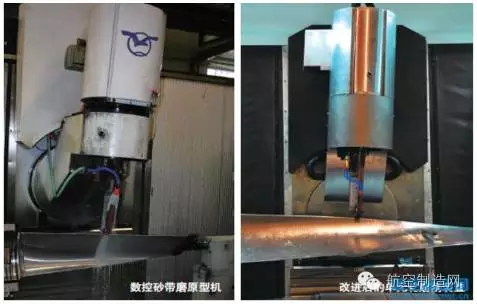
1、對砂帶裝置進行改進
通過汽輪機葉片生產(chǎn)實踐完善數(shù)控砂帶磨削裝置單元化技術(shù),優(yōu)化控制技術(shù)和六軸聯(lián)動編程技術(shù),積累葉片數(shù)控砂帶磨削工藝數(shù)據(jù)。 隨著生產(chǎn)中不斷反映出的要求,對砂帶裝置的改進也是持續(xù)進行的,主要的改進包括:
(1)砂帶機構(gòu)低摩擦導(dǎo)向機構(gòu)的裝配結(jié)構(gòu)優(yōu)化,以降低導(dǎo)向機構(gòu)靜摩擦力,提高浮動砂帶機構(gòu)靈敏度,提高接觸力控制精度;
(2)更新低阻浮動氣缸以提高接觸力控制精度;
(3)優(yōu)化砂帶輪系結(jié)構(gòu)、改善裝配工藝性以提高輪系軸線平行度,增大接觸輪砂帶包絡(luò)角度,提高高速砂帶運行穩(wěn)定性;
(4)優(yōu)化B 軸設(shè)計,采用無背隙軸承減速機B 軸傳動,提高B 軸動態(tài)性能10 倍以上,擴大了B 軸擺動范圍(適應(yīng)風(fēng)扇葉片大幅度彎曲變化);
(5)優(yōu)化C 軸設(shè)計,采用分片齒輪消隙,減少了C 軸尺寸和結(jié)構(gòu)質(zhì)量,提高C 軸精度和動態(tài)特性;
(6)改進C 軸和砂帶機構(gòu)整體防護,基本做到砂帶機構(gòu)免清潔、免維護;
(7)采用橫向磨削改進粗加工編程方法,提高葉片加工效率;
(8)采用新材料接觸輪,接觸輪壽命由7~10 天左右提高到15~20 天左右。
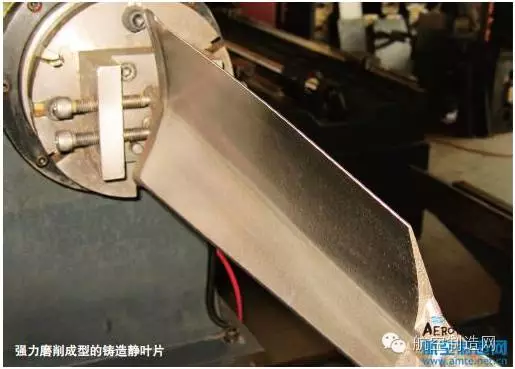
2、靜葉片強力磨削試驗
試驗?zāi)康氖峭ㄟ^汽輪機靜葉片強力磨削成型驗證強力磨削成型工藝方法和型面精度控制方法。
通過對常見靜葉片型面特征的分析,可以看到,靜葉片曲面扭曲很小,甚至是桶狀葉型,尤其是不帶冠葉片,只有葉身型線部分(首尾兩端加工后切除),葉身型線非常適合數(shù)控砂帶磨削成型。對于六軸聯(lián)動數(shù)控砂帶磨床,選擇合適的接觸輪直徑、硬度和砂帶寬度,采用強力磨削直接成型靜葉片型面是可行的;并且由于砂帶磨削線速度高,擁有比銑削更高的金屬去除率,采用強力磨削直接成型靜葉片型面,在效率方面會優(yōu)于銑削。
本試驗?zāi)康氖峭ㄟ^超塑成型風(fēng)扇葉片磨削試驗積累航空鈦合金葉片磨削工藝數(shù)據(jù)(試驗中)。鈦合金超塑成型空心葉片毛坯葉身單邊余量約0.5mm,進排氣邊為線切割割出,余量最大約3mm,裝夾基準(zhǔn)為葉根部位的矩形肩臺(線切割割出,誤差不超過0.1mm),要求采用數(shù)控砂帶磨削加工出進排氣邊圓角(橢圓截型)并修磨葉身曲面至尺寸。
對于航空鈦合金葉片,通過砂帶磨削修形,磨削出進排氣邊圓弧(或橢圓)截型是必需的;保證準(zhǔn)確型線的關(guān)鍵是磨削接觸力,提高接觸力控制精度,降低磨削接觸力是實現(xiàn)航空鈦合金葉片進排氣邊準(zhǔn)確加工的關(guān)鍵。
根據(jù)前文所述航空鈦合金葉片的特點和幾種代表性的葉片砂帶磨削的試驗研究,我們可以總結(jié)出現(xiàn)行工藝條件下航空鈦合金葉片型面和進排氣邊數(shù)控砂帶磨削的幾個必要條件和已有對策。
(1)現(xiàn)行工藝條件下,航空鈦合金葉片毛坯型面和進排氣邊制造誤差均大于允差,要求數(shù)控砂帶磨具備修正、磨削成型和拋光功能,因此數(shù)控砂帶磨削必須建立在對葉片裝夾狀態(tài)的準(zhǔn)確測量基礎(chǔ)上,也就是機床設(shè)備必須具有在位測量功能(機內(nèi)測量),并且檢測方式盡可能采用非接觸式,以免在壓氣機小葉片測量時造成不必要的變形。可能采取的方式為基于多目視覺原理的CCD 測量或線激光掃描,考慮到毛坯反光的因素,目前線激光掃描似乎比CCD 測量略占優(yōu)勢。
(2)基于實測、反求的快速模型重構(gòu)技術(shù),測量的目的是加工,必須通過模型重構(gòu)迅速生成在現(xiàn)實毛坯誤差或裝夾差異狀態(tài)下的模型,并且判斷出是否能夠加工出合格的產(chǎn)品并生成或修正加工程序,進行加工。在修正葉片型線的應(yīng)用方面,更是離不開模型重構(gòu)和模型比對的支持,否則根本不知道該加工哪里。考慮到葉片加工效率,這一過程基本可以控制在5min 左右完成。
(3)砂帶磨局部修正功能。較大的偏差可以通過強磨休整,多走幾遍理論軌跡來修正,但是對于小于0.1mm 的偏差修正,實時壓力控制的變壓力磨削會更有效。目前,關(guān)于變壓力磨削編程控制已經(jīng)做了試驗,實現(xiàn)已經(jīng)不是技術(shù)難題。
(4)低摩擦導(dǎo)向和小接觸力控制是實現(xiàn)航空鈦合金葉片進排氣邊準(zhǔn)確加工的關(guān)鍵,對于R0.1mm 級的進排氣邊磨削成型和拋光,接觸力可能會小于2N,考慮到磨削質(zhì)量,接觸力的分辨率不會高于0.5N,最好能控制在0.1N 級別。這將對砂帶機構(gòu)導(dǎo)向裝置提出挑戰(zhàn),目前在試驗的導(dǎo)向裝置和浮動執(zhí)行機構(gòu)基本可以做到零摩擦,剩下的就是降低砂帶浮動機構(gòu)質(zhì)量提高運動靈敏度了。
(5)適應(yīng)航空鈦合金葉片結(jié)構(gòu)特點的機床結(jié)構(gòu)。對于壓氣機葉片中的鍛彎葉片和掠型的風(fēng)扇葉片,加工時B 軸擺動角度會要求更大,機床設(shè)計應(yīng)充分考慮;大型風(fēng)扇葉片扭曲接近90°,加工時C 軸擺角變化相應(yīng)地也會非常大,也是機床設(shè)計布置中考慮的重點。
結(jié)束語
以上是最近3 年來我們對于葉片砂帶磨削所做工作的一些心得體會和小結(jié),很多方面還有待進一步研究、總結(jié)、驗證直至提煉成為專業(yè)的核心技術(shù)。近年來許多領(lǐng)域已經(jīng)不能按照通常引進技術(shù)、裝備、工藝的方法來滿足國內(nèi)制造的需求了,這是因為國內(nèi)需求已經(jīng)達(dá)到國際水平,例如三代核電、新型發(fā)動機技術(shù)、高鐵技術(shù)等。
國家重大專項的實施無疑給制造業(yè)急需的技術(shù)研究提供了有力的支持,但專項的實施畢竟是階段性、時效性的,對于制造業(yè)核心技術(shù)的掌握和發(fā)展,今后需求牽引的產(chǎn)、學(xué)、研、用的緊密結(jié)合必須成為一種常態(tài)。這種需求的牽引不僅會改變裝備制造企業(yè)的產(chǎn)品開發(fā)模式,甚至可能會影響到工科院校的人才培養(yǎng)模式,我們期待這種改變。隨著需求牽引的研究工作的開展,解決航空鈦合金葉片進排氣邊磨削加工這一航空發(fā)動機葉片制造的難題應(yīng)該為時不遠(yuǎn)了。







 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號