 手機資訊
手機資訊 官方微信
官方微信摘要 引言磨削、鉆削、車削和釬削是原材料加工成精整產品過程中比較重要的幾種機械加工工藝,通過對原材料形狀和狀態的改變加工成新的工件。對于脆硬、難加工材料以及對尺寸精度和表面光潔度有較高要...
引言磨削、鉆削、車削和釬削是原材料加工成精整產品過程中比較重要的幾種機械加工工藝,通過對原材料形狀和狀態的改變加工成新的工件。對于脆硬、難加工材料以及對尺寸精度和表面光潔度有較高要求的工藝處理,則通常采用磨削加工工藝;磨削是一種材料去除率較高的精磨工藝處理,產品質量要求高、誤差錯誤的成本代價也比較高。因此,選擇適當的加工參數對于保證工件表面質量和提高生產效率就至關重要。
近年來不少學者對磨削工藝進行了研究。Walton利用物理氣相沉積(PVD)鍍附法采用CBN砂輪對低碳鋼(51CrV4)工件進行加工并測得精準溫度,實驗發現高壓磨削液對于鍍覆層沒有影響。Kwak利用反應曲面法(RSM)分析了SCM440鋼在外圓磨削時的磨削力和表面粗糙度,結果發現通過將普通材料去除率添加到這些數學模型等值線圖上,可以求得一些有用的磨削條件。Monici解釋了優化切削液設備方法以此來提高加工效率并指出將油性切削研磨油同CBN砂輪結合起來要比剛玉砂輪的效率更高。Xu利用CBN砂輪對氮化硅進行磨削,結果發現能夠獲得較好的表面質量。Badger利用剛玉砂輪對表面磨削的磨削比和功率消耗進行檢測以此來研究影響高速鋼(HSS)可磨削性的因素。結果發現碳化釩的尺寸是影響HSS可磨削性的主要因素。Deepak pal利用田口參數優化方法研究磨削參數的優化以求得最小表面粗糙度,實驗結果顯示隨著材料硬度的增加,表面粗糙度降低;磨料粒度從G46變化至G60,以及速度變大時,表面粗糙度也會降低。Manimaran利用剛玉砂輪在干、濕、低溫冷卻的條件下對AISI316不銹鋼磨削進行研究,實驗表明低溫冷卻條件下切削深度加大時,表面粗糙度增加;此時磨削力和磨削區溫度也都有所增加。H.Aouici對AISI H11熱作鋼的硬車削進行研究,發現進給速度和切削深度對表面質量的影響不大。
實驗
將H11熱作鋼板坯加熱至1025℃,高溫保溫0.5小時,500℃熱鹽槽淬火冷卻。最高溫度450℃煅煉兩次,高溫保溫2小時,最終硬度為45HRC。實驗采用熱作鋼AISI H11主要是因為它硬度高、耐磨性好、韌性好、耐熱沖擊性好,廣泛應用于硬模、熱作鍛造、擠壓成形工藝、直升機旋翼槳葉和翼軸制造。H11化學組份如表1所示:

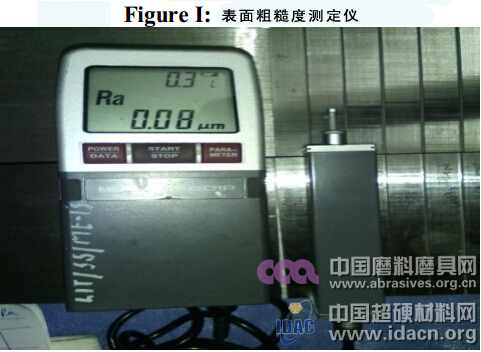
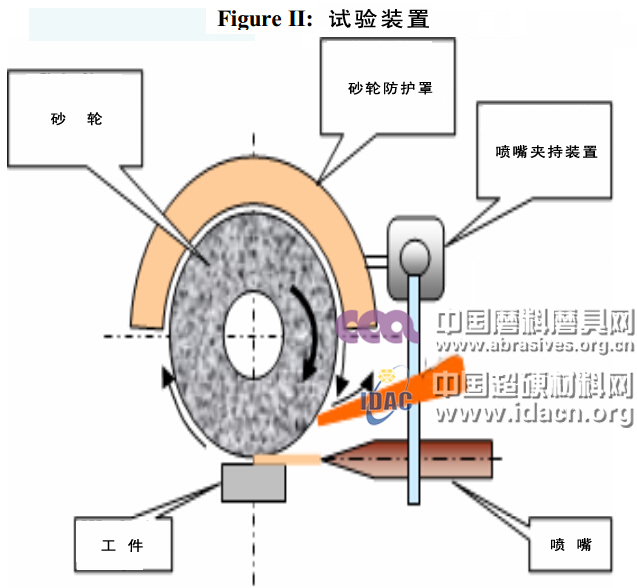
H11熱作鋼尺寸為304 mm × 110 mm × 24 mm,采用橫向切割。切割深度為110mm,每次切割后用Mitutoyo SJ-201p表面粗糙度檢測儀測量五次,求其平均值作為最后的表面粗糙度值。圖一為實驗用的表面粗糙度檢測儀,圖二為實驗裝置示意圖。
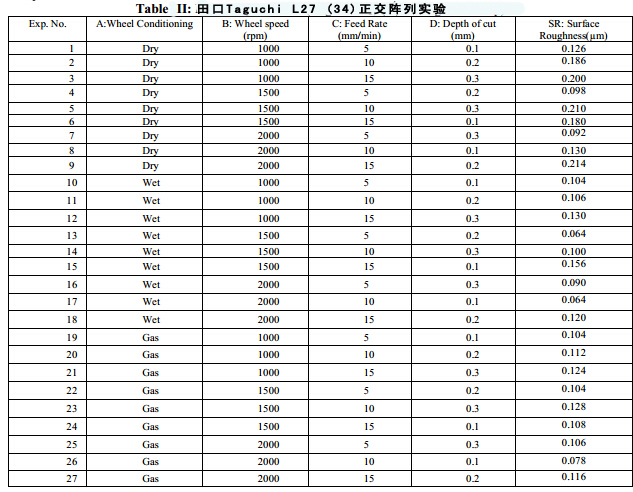
表二為平面磨床加工出的27組實驗數據,由田口Taguchi L27 (34)正交陣列求得。
實驗結果與討論
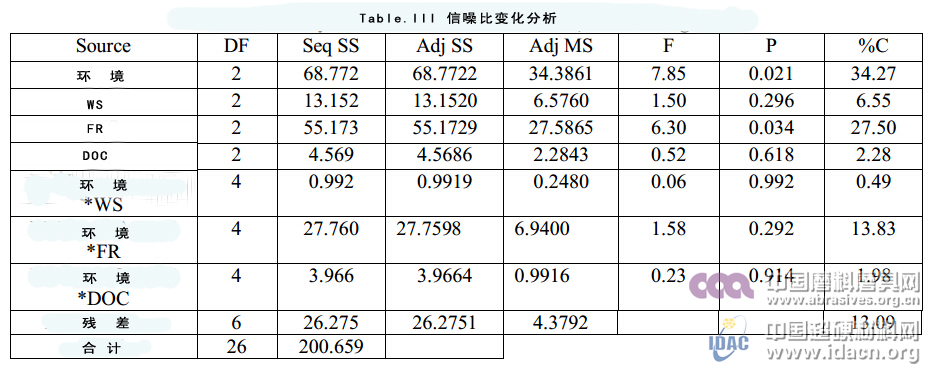
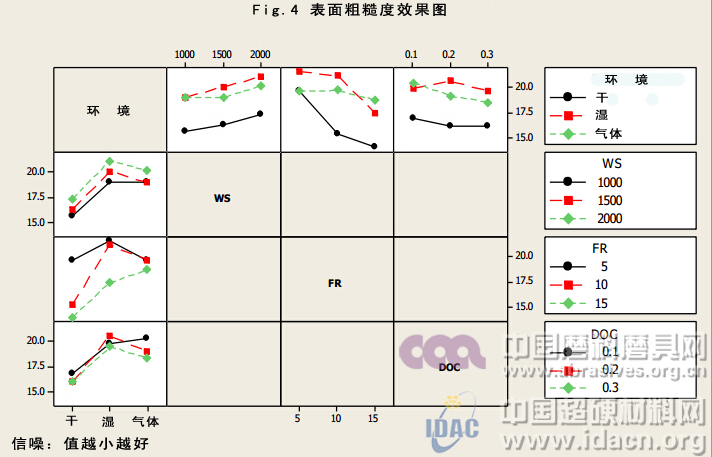
表三和圖三顯示了對表面粗糙度的影響。信噪比越高,輸入變量對輸出參數的影響就越好。在濕加工條件下,進給速度5mm/min,切削深度為0.1mm,砂輪速度為2000rpm時表面粗糙度達到最優化。
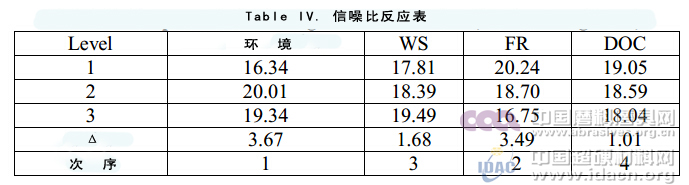
從表四可以看出,對AISI H11表面粗糙度影響最大的參數為砂輪加工環境,其次是進給速度(FR),接著是砂輪速度(WS)和切割深度(DOC)。圖四為表面粗糙度的信噪比交互作用圖,顯示了加工環境(干、濕、氣體)與砂輪速度、進給速度、切削深度的交互作用。
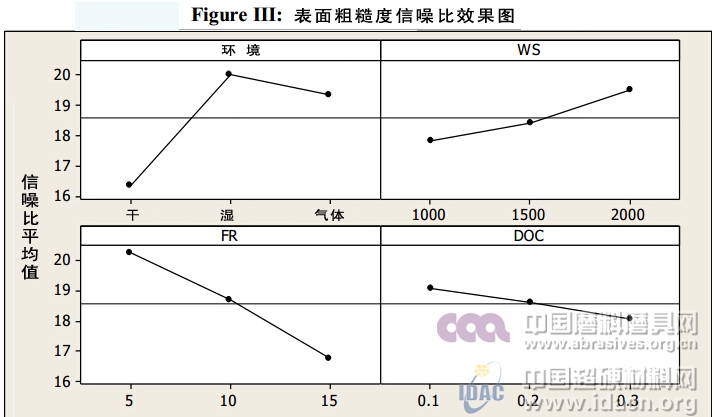
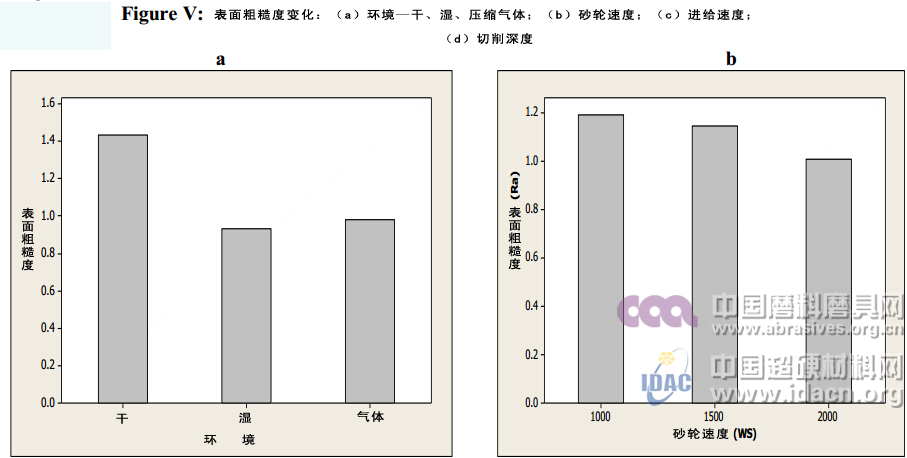
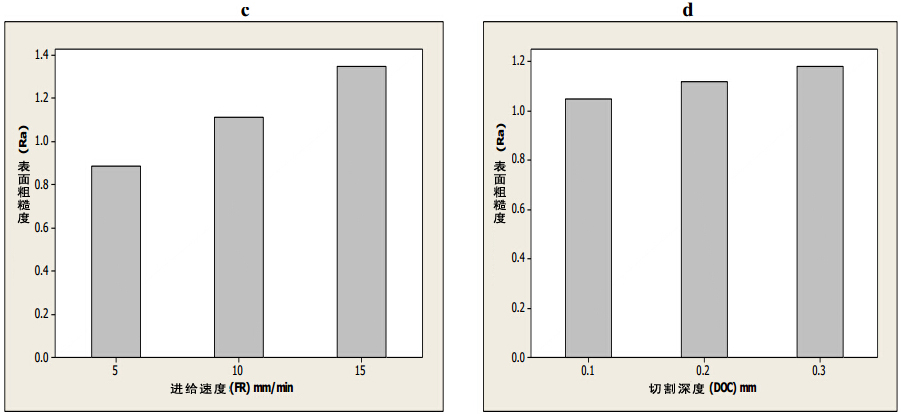
圖五(a)顯示,相比于干環境和壓縮氣體環境,濕冷卻環境對較好的表面粗糙度有著更顯著的影響;五(b)顯示砂輪速度增加會改善工件的表面粗糙度;五(c)和五(d)顯示隨著進給速度和切削深度的增大,表面粗糙度也隨著增大。同時還可以看出進給速度和切削深度的加大會導致磨削區溫度升高,從而導致工件表面的灼燒并最終導致較大的表面粗糙度。
結論
1.濕加工條件要比干環境和壓縮氣體環境下更能夠獲得較好的表面粗糙度;
2.濕加工條件的有效性主要是由于冷卻液提供了良好的潤滑效果;
3.增大砂輪速度并減小進給速度和切削深度會獲得較好的表面質量。







 豫公網安備41019702003604號
豫公網安備41019702003604號